


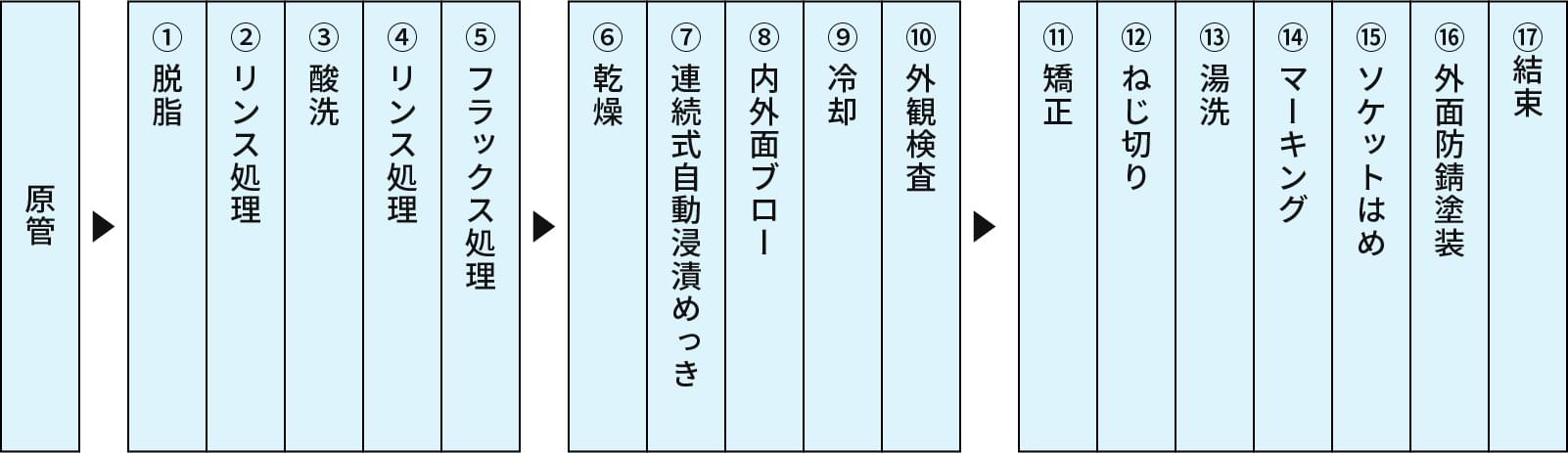

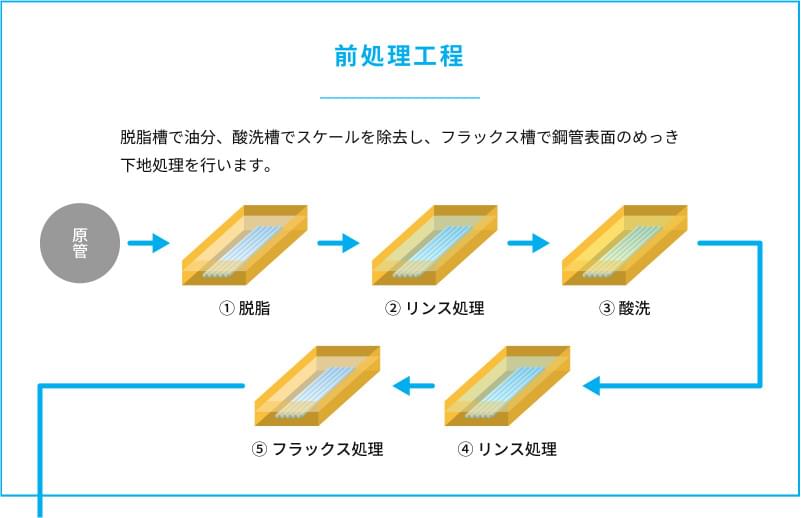
鋼管に付着している油分や錆を落とし、めっきに適切な洗浄肌を作ります。めっきの品質は前処理で決まるので、とても重要な工程です。

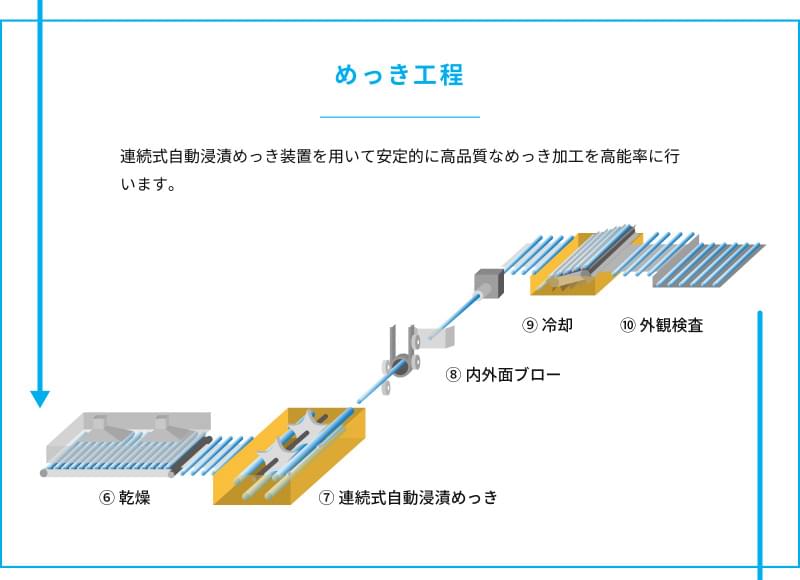
めっき温度や浸漬時間を調整し、必要な付着量を確保します。また、冷却速度を調整することで密着性の高い、めっきが出来上がります。

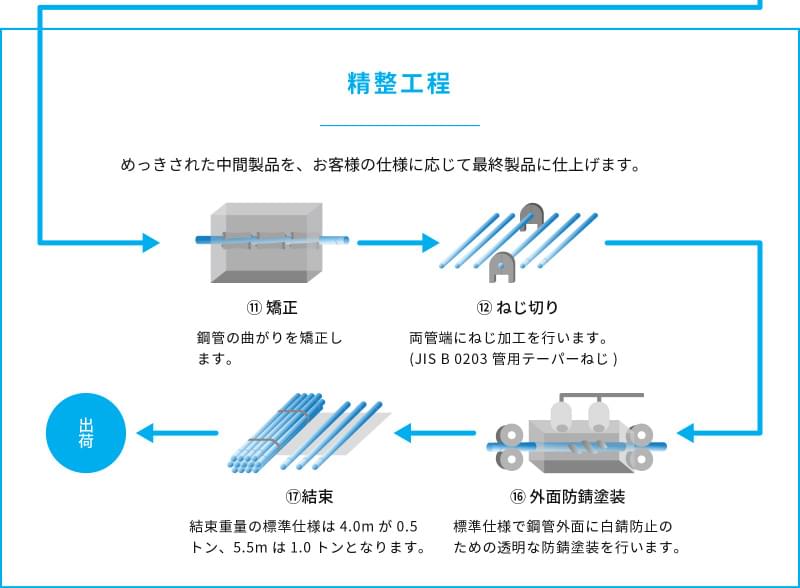
めっき後、鋼管の曲がりを矯正し両端にねじ切り加工を行います。次に鋼管を湯洗浄し、管体表示ソケットはめ及び外面防錆塗装を行い、結束をして、最終製品となります。
| 工程 | 設備 | 工程詳細 | 高谷工場 | 池上工場 |
|---|---|---|---|---|
| 前処理工程 | 前処理設備 | 前処理工程 ①脱脂 ②リンス処理 ③酸洗 ④リンス処理 ⑤フラックス処理 |
1式 |  直結連続式1基 直結連続式1基 |
| めっき工程 | 連続式 自動浸漬めっきライン |
めっき工程 ⑥乾燥 ⑦連続式自動浸漬めっき ⑧内外面ブロー ⑨冷却 ⑩外観検査 |
1基 | |
| 精整工程 ⑪矯正 ⑭マーキング ⑯外面防錆塗装 |
ー | |||
| 精整工程 | ロール矯正機 | ⑪矯正 | 2基 | 1基 |
| プレス矯正機 | ⑪矯正 | 1基 | 1基 | |
| ねじ切りライン | ⑫ねじ切り | 2基(4機) | 1基(2機) | |
| 仕上精整ライン | ⑬湯洗 ⑭マーキング ⑮ソケットはめ ⑯外面防錆塗装 ⑰結束 |
1基 | 1基 |